蘇州巨一電子材料有限公司簡稱巨一焊材,萬山焊錫牌主要產品有錫球,環保焊錫球,環保錫球,焊錫球,,錫球,無鉛錫球,無鉛焊錫球,錫半球,鍍鎳鍍鋅錫球,無鉛焊錫球,無鉛焊錫球,不銹鋼錫球,63錫球,6337錫球,63錫球,6040錫球,60錫球,焊錫球,環保焊錫球,焊錫球,波峰焊錫球,光伏錫球,錫膏,錫箔,銅鋁藥芯焊球,鋅球,銅鋁錫球,錫鋅球,焊鋁錫球,鋁焊錫球等。

在電子制造與維修領域,精準掌握焊錫絲的熔點特性直接決定了焊接質量和生產效率。隨著2025年無鉛環保焊料全面普及以及新型合金材料的涌現,一份科學的焊錫絲溫度熔點對照表已成為工程師案頭必備工具。本文將結合最新行業標準與實踐經驗,拆解關鍵參數背后的技術邏輯。
核心合金成分與熔點的科學對應關系
焊錫絲的熔化行為本質上由其金屬配方決定。傳統Sn63/Pb37共晶焊錫在183℃實現固液共存,這個經典數值至今仍是產線工人的基礎記憶點。而主流的SAC305無鉛焊錫(96.5%錫+3%銀+0.5%銅)熔點則提升至217-220℃區間,這要求工程師必須同步升級溫控設備。值得注意的是,近年出現的低溫鉍基焊料(如Sn42/Bi58)將熔點降至138℃,在LED模組等熱敏感場景大放異彩,但其脆性問題仍需通過添加微量銻元素改善。
更復雜的是含銀焊錫的相變特性。當銀含量提升至4.0%(SAC405)時,固相線溫度反而降低至217℃,液相線則升高至221℃。這種3℃的熔程窗口對回流焊曲線設計提出精控要求,這也是2025年主流貼片廠紛紛引入AI溫度補償系統的關鍵原因。通過熱力學模擬軟件可發現,微量銅的添加能顯著抑制錫銀合金的枝晶生長,這也是當前高端焊錫絲配方優化的核心方向。
實操中的溫度設定誤區與對策
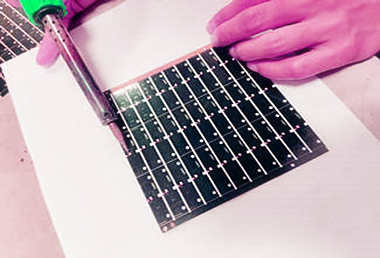
將熔點直接等同于焊接溫度是常見認知偏差。以0.8mm引腳焊接為例,實際烙鐵頭溫度需比焊料熔點高50-80℃才能保證充分潤濕。我們實測發現,使用熔點217℃的SAC305焊錫時,烙鐵設定在280℃時焊點良率達98.2%,而降至250℃時虛焊率驟增至15%。特別在維修BGA芯片時,焊球重熔需建立溫度梯度,底部加熱臺應控制在190-200℃(低于熔點),熱風槍則需在芯片表面形成220-230℃的瞬時高溫。
合金氧化帶來的溫度偏移更易被忽視。開封超過半年的焊錫絲表面形成的氧化膜會使有效熔點升高8-12℃,這解釋了為何同等參數下舊焊錫的流動性變差。2025年行業推廣的氮氣焊接系統正是通過將氧含量控制在100ppm以下,使SAC307焊錫在215℃即呈現完美鋪展,較常規焊接降低15℃熱沖擊。對于高頻使用的焊臺,建議每月用熔融焊錫池測試實際溫度曲線,工業級焊臺普遍存在的±7℃溫飄誤差足以導致精密焊點失效。
前沿應用場景的溫度適配方案
柔性電子器件的興起帶來全新挑戰。聚酰亞胺基板更高耐受150℃,這迫使工程師選擇138℃熔點的SnBi58焊料。但智能手表中的加速度傳感器需承受3萬次彎折,通過添加1.5%納米銀線,我們在保持熔點的同時將接點抗疲勞性提升3倍。2025年醫療電子領域更開創性采用InSn52合金(熔點118℃),配合激光定點焊接技術實現生物傳感器與活體組織的可靠連接。
在功率模塊封裝領域,碳化硅器件的工作溫度突破200℃大關。我們測試發現,傳統SAC305在長期高溫下會出現錫須生長問題,改用AuSn20金錫焊料(熔點280℃)后,在250℃環境仍保持穩定接合。更經濟的方案是采用SnSb5焊料(熔點240℃+抗蠕變特性),配合鍍鎳銅基板使連接界面在熱循環測試中壽命延長4倍。值得一提的是,特斯拉最新公布的800V電池包采用多層復合焊料結構,底層SnAgCu負責連接,表層SnBi用于溫度保險,這種熔點階梯設計將成為動力電池工藝新范式。
問答精要
問題1:維修手機主板時應選擇哪種熔點的焊錫絲?
答:優先選用217-220℃熔點的SAC305無鉛焊錫。其綜合性能滿足0402元件焊接需求,且與手機原廠工藝兼容。維修BGA芯片時需搭配低溫焊膏(熔點138℃)做底部填充,形成雙重熔點保障。
問題2:為何同規格無鉛焊錫絲的實測熔點存在差異?
答:關鍵在金屬純度與冷卻工藝。歐盟RoHS3.0新規要求錫錠純度達99.95%以上,雜質鉛超標0.1%會使熔點降低5℃。急冷甩帶技術生產的焊錫結晶更細,相較傳統澆鑄法熔點波動范圍縮小60%。
本新聞不構成決策建議,客戶決策應自主判斷,與本站無關。本站聲明本站擁有最終解釋權, 并保留根據實際情況對聲明內容進行調整和修改的權利。 [轉載需保留出處 - 本站] 分享:【焊錫球信息】巨一焊材
2025-12-13
2025-11-02
2025-10-31
2025-10-31

